PRIPREMA ŠARŽE I TOPLJENJE
U pogonu livnice automotiva(Automotiv foundry) su instalirane četiri srednjefrekventne elektro indukcione peći(Induction furnace) koje služe za topljenje čvrstog metalnog uloška.Instalirane peći su od proizvođača Junker(Njemačka),dva dual track-a sa četiri lonca za topljenje kapaciteta po 4tone.
Indukcijske peći su jednostavni agregati za topljenje koji se uglavnom sastoje od vatrostalnog dijela gdje je topljenje, indukcijskog namotaja koji ga okružuje i nosive čelične konstrukcije.
Zbog visoke frekfencije u ovim pećima je moguće topiti i sitni metalni uložak. Također u peć se ulaže hladan metalni uložak.


PRIPREMA PIJESKA
Proces proizvodnje kalupne mješavine(green sand) u pripremi pijeska se sastoji iz slijedećih operacija:
- doprema i uskladištenje novog pijeska, bentonita(bentonite), crnine(coal) sa pneumatskim doziranjem (pneumatic transport) aditiva direktno u mješalice(mixer)
- izdvajanje metala iz povratnog pijeska sa magnetnim separatorima,
- izdvajanje ostatka jezgra(core) na poligonalnim sitima(poligonal screen),
- doziranje novog i povratnog pijeska(old sand), vode i aditiva u mješalice (odvojen sistem)
- miješanje u mješalici MTI 2500 (nova mješalica za novu liniju) i rezervnom mješalicom Speedmuller 100B.
- aeriranje i predmješanje (rastresanje pijeska),
- transport pripremljene mješavine do mjesta kalupovanja
- ispitivanje livničkog pijeska i pripremljene mješavine za kalupovanje, automatska kontrola i korekcija pripremljenog kaluparskog pijeska za novu liniju, proizvođaći SPACE(ITA), Michenfelder (NJEM)


KALUPOVANJE (FORMANJE)
Iz odjeljenja pripreme pijeska, pripremljena mješavina za izradu kalupa(green sand mold) se
Transporterima (belt conveyers) doprema u bunker(hoper) za kalupnu mješavinu postavljenog iznad
formarske mašine(molding machine) Loramendi. Iz bunkera se mješavina automatski dozira u komoru,
gdje se vrši sabijanje mješavine na mašini za formanje. Mašinsko formanje
obezbjeđuje ujednačen kvalitet i veću dimenzionalnu tačnost odlivaka.
Instalirana je vertikalna formarska linija Loramendi sa PMC-om,SBC-om i Bubnjem za hlađenje odlivaka(Cooling drum). Dimenzije bentonitne forme(green sand mold): 750x535x170/400.
Loramendi mašina ima mogućnost automatskog ulaganja jezgri(core) i filtera(foam filters) u bentonitnu formu.


LIVENJE
Rastopljeni metal, korigovanog hemijskog sastava, zagrijan na potrebnu temperaturu se iz peći livnim loncima transportuje u livnog automata. Rastopljeni metal se lije u pripremljene forme. Temperatura livenja odvisi od kvaliteta liva i kreće se od 1350 do 1410 °C.
Livna automat je peć sifonske izvedbe koja služi za automatsko livenje sivog liva u svježe bentonitne forme na automatskoj formarskoj liniji Loramendi 750 x 535.
Livni automat je peć dizajnirana tako da na bazi pritiska lije metal direktno u forme na liniji koja se kreće.
Instaliran je livni automat(pourind automat) Fomet sa automatskim sistemom livenje firme Progelta kapaciteta 10tona.


JEZGROVNICA
Instalisane 4 jezgrene mašine. Jezgra se izrađuje po “hot-box” postupku.
FINALIZACIJA
Pjeskarenje odlivaka (Shootblasting)
Poslije istresanja kalupa ili izbijanja jezgra, odlivci odlaze na čišćenje (pjeskarenje). Pod čišćenjem se podrazumijeva odstranjivanje zapečenog pijeska sa površine odlivaka. Proces čišćenja odlivaka se radi u protočnoj-kontinuiranoj pjeskari sa metalnim transporterom.Instalirana je pjeskara proizvođača Siapro sa 8 Eco turbina za pjeskarenje sa snagom od po 11kW. Protočna pjeskara je takvog kapaciteta da može obezbijediti kontinuirano pjeskarenje odlivaka sa linije Loramendi.
Pored protočne pjeskare koja radi u liniji (kontinuirano) sa ostatkom proizvodne opreme zbog sigurnosti procesa na odjelu pjeskarenja instalirane su i dvije bubnjaste pjeskare STEM 10 x 16 i 12,5 x 16. Obnovljena i stavljena u pogon je postojeća pjeskara sa lančanim transporterom i četiri turbine.
Brušenje odlivaka (Greanding)
Livnica raspolaže ukupno sa četiri mašine za brušnje i od toga su:
- Dvije mašine za automatsko brušenje tip JUS Brno.
- Dvije ručne dvostrane brusilice sa brusnim kolima Raichmann 600/SK 600, ø 600 mm i četiri stacionarne brusilice
Automatsko brušenje odlivaka
Automatske brusilice su namjenski koncipirane za brušenje odlivaka tipa kočioni doboši, zamajci motora, kočioni diskovi. Na početku brusne linije manipulatorom se ulažu komadi na rolne. Rolne su pogonjene elektro motorom i njihova brzina je u direkntoj vezi sa ciklusom brušenja. Rolnama se odlivci transportuju do brusnog kola. Za svaku poziciju koja se brusi se izrade prihvatni alati kojima se odlivak fiksira za vrijeme rotacije. Dakle, u fazi brušenja brusno kolo se okreće i stoji vertikalno, a odlivak se nalazi u horizontalnom položaju pričvršćen alatom za pozicioniranje i stoji horizontalno. Ovisno od debljine srha za brušenje, se podešava i posmak brusilice i ciklus brušenja.
Ručno brušenje odlivaka
Mašine za ručno brušenje služe kao rezervna varijantna automatskim mašinama za brušenje i kao osnovne mašine za brušenje odlivaka čiji vanjski prečnik prelazi fi. 260 mm. Na ovim mašinama i ručno se mogu raditi dorade odlivaka.
Ručno bušenje odlivaka
Instalirane su četiri stubne stabilne bušilice za ručno bušenje pojedinih odlivaka


FARBANJE
Farbanje odlivaka se vrši na konvejerskoj liniji sa ugradjenom komorom za sušenje farbe.
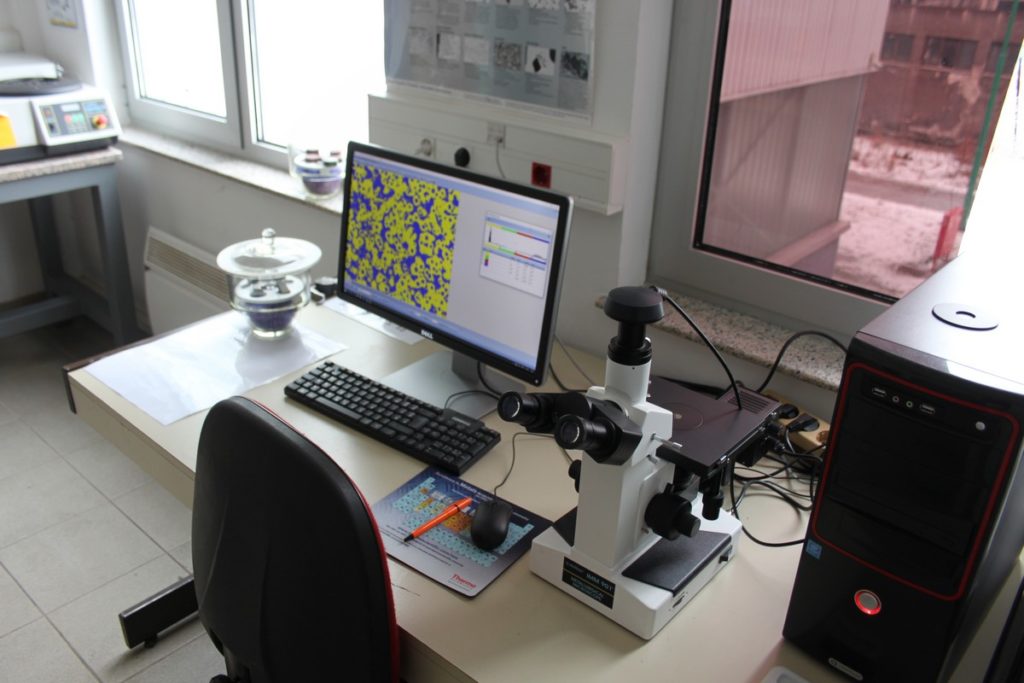
KONTROLA KVALITETA
Livnica automotiva raspolaže sa laboratorijom za livački pijesak,metalografsku analizu i laboratoriju za ispitivanje mehaničkih osobina metala.U sklopu livnice instaliran je i rendgen uređaj za unutarnju kontrolu kvaliteta odlivaka.
U sklopu laboratorija instalirani su sljedeći uređaji:
- Spektrometar proizvođača ARL za Sivi liv,Nodularni Liv
- Spektrometar proizvođača ARL za Sivi liv,Nodularni liv i Čelični liv
- Mikroskopi
- Laboratorijska oprema za ispitivanje kvaliteta pijeska proizvođača +GF+ i Siapro
- Kidalica
- Tvrdinomjer
- Rengen

MODELARNICA
U ovom odjelu livnice vrši se priprema,održavanje i prepravka alata za livenje.